- 100% החזר כספי מובטח בהחזרה תוך 30 יום מהרכישה
- משלוחים חינם בהזמנות מעל 500 ₪






בעיות נפוצות בהדפסה בתלת ממד
כל מי שמשתמש במדפסת בתלת ממד חווה המון תקלות והמון שעות מתסכלות של חיפוש אחרי פתרון לבעיה והרבה ניסיונות לסדר אותה. לכן, ריכזנו כאן את רוב התקלות ודרים לנסות להתמודד ולפתור אותן ביעילות ומהירות.
מדריך זה כל להוות נקודת התחלה טובה לאבחון ופתרון הבעיות שנו עלולים לחוות במהלך הדפסה בתלת ממד. חשוב לזכור שכל מדפסת בנויה אחרת ולעיתים פתרון שעבד במדפסת מסוימת לא יעבוד באחרת, לכן יש לעבוד בשיקול דעת ובזהירות. מדריך זה הוא מדריך כללי.
בעיה: התנתקות הדפסה ממשטח החימום
 מקור:ALL3DP
מקור:ALL3DP
דבר זה יכל לקרות מכמה סיבות, ראשית הפילמנט שיוצא מהדיזה צריך "להימעך" מעט על משטח החימום, אם הרווחה בין קצה הדיזה למשטח קטן\גדול\לא קיים, הפילמנט לא ידבק.
סיבה נוספת לבעיה זו יכלה להיות במשטח עצמו. לעיתים המשטח עלול להיות מלוכלך או לא מתאים לסוג הפילמנט שבו אתם משתמשים, ולעיתים צריך לשים דבק או נייר דבק על המשטח לשיפור הידבקות הפילמנט. יותר מדי דבק גם עלול לגרום לבעיה זו, בכך שהוא הופך לעוד שכבה יבשה על משטח החימום ומונע הדבקה.
פתרונות:
ניתן לכייל את המרחק בין ראש החימום למשטח וכך לאפשר יציקה של הפילמנט בגובה הנכון, כך ש"ימעך" על המשטח וידבק. בנוסף ניקיון המשטח עם מים וסבון כלים היא דבר מומלץ למשטחי PEI( כמו במדפסות prusa) וגם להשתמש בתרסיס אלכוהול או אתנול לניקוי המשטח בין הדפסות, דבר המוכח כיעיל ביותר. ניתן לרכוש תרסיס אצלנו באתר בקישור כאן. בנוסף שכבה דקה של דבק סטיק, כמו זה שניתן למצאו אצלינו באתר, יעזור בהידבקות הפילמנט למשטח בעת ההדפסה. הגדרת שוליים(brim) בסלייסר תעזור משמעותית בהדפסות ששתח הפנים שלהם עם משתח ההדפסה קטן בשכבה הראשונה.
בעיה: רווחים בשכבה ראשונה
 מקור: ALL3DP
מקור: ALL3DP
כמו שהזכרנו לעיל, הרווח בין הדיזה למשטח יכל לגרום גם לבעיה זו. אם הבעיה רציפה לאורך כל משטח החימום, הבעיה כנראה בפילוס המשטח. דבר נוסף שיכל לגרום לבעיה זו הוא מהירות ההדפסה, לעיתים בגלל מהירות גבוהה מדי הפילמנט לא מצליח להידבק אל המשטח.
פתרונות:
כיול המרחק בין ראש החימום למשטח יכל לפתור בעיה זו, אך אם הבעיה רציפה לאורך כל המשטח יכל להיות שיש צורך לפלס את משטח ההדפסה. חיזוק ברגים ורצועות המדפסת יכל לעזור, אך מומלץ לשנות את ערך ה-Z offset בערכים קטנים ולראות אם יש הבדל.
בעיה: היווצרות גלים בשכבה ראשונה
לעיתים נוצרים גלים בשכבה הראשונה בהדפסה, דבר שעלול לגרום להתנתקות המודל או להרוס את ההדפסה. ברוב המקרים הסיבה העיקרית לכך היא שראש החימום קרוב מדי למיטה בהדפסה, מה שגורם לפילמנט לזלוג וליצור את הגלים בפלסטיק.
פתרון:
הרחקת הראש ממשטח הדפסה בכמה מילימטרים, בין אם פיזית על ידי הזזת החישן או דרך הסלייסר והגדרות המדפסת לרוב יפתרו את הבעיה. בנוסף מומלץ לבדוק שוב את ההדפסת השכבה הראשונה בסלייסר, יתכן שאחד הפרמטרים כמו גודל דיזה ורוחב קוים השתנו ולכן בעיה זו נגרמת.
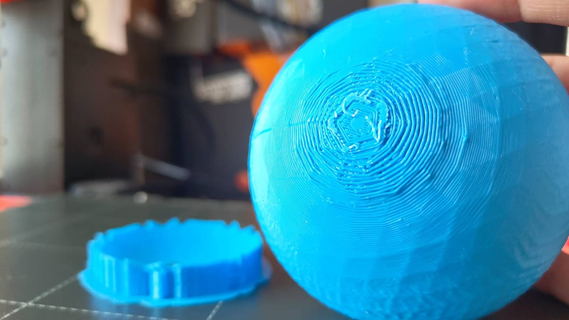
בעיה: רגל פיל
 מקור:ALL3DP
מקור:ALL3DP
לפעמים בחלק מהדפסות נראה שהשכבות הראשונות רחבות יותר משאר המודל, דבר הדומה לצורה של רגל של פיל בהדפסה. זה עלול להיגרם מכמה סיבות כמו המרחק בין הראש למשטח שכבר הזכרנו לעיל, ופרש טמפרטורות בין שאר המודל לשכבות שצמודות למשטח החימום. טמפרטורה לא נכונה של משטח ההדפסה גם עלולה לגרום לכך
פתרון:
גם כאן כיול המרחק בין הראש למשטח יכל לסייע לפתרון הבעיה. הדרך הטובה ביותר לפיתרון הוא הגדרת התחשבות באפקט זה בסלייסר, כך המדפסת תדפיס את השכבה הראשונה בצורה כזאת שגם אם היא תתרחב, לא יהיה ניתן לראות ולהרגיש זאת. ברוב הסלייסרים זה נקרא: “Elephant’s Foot Compensation”
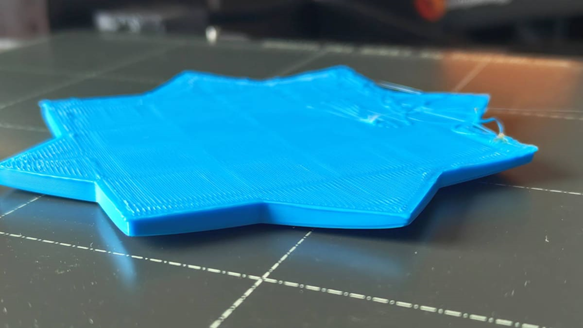
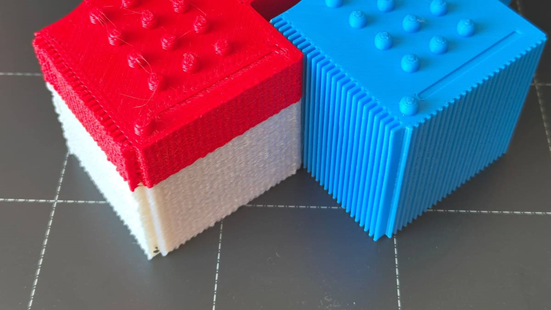
בעיה: עיוות והתנתקות קצוות מהמשטח
 מקור: ALL3DP
מקור: ALL3DP
בעיה זו מאוד נוצה בתלת ממד, ברגע שהפלסטיק מתקרר הוא יכל להתקבץ, וככל שעולים בגובה ההדפסה נוצר הפרש טמפרטורות שיכל לגרום לפלסטיק להתעוות ולהתנתק ואפילו לכל ההדפסה להתנתק מהמשטח. זה יכל להיגרם משלל סיבות, סביבת הדפסה קרה והמון פינות במודל המודפס המועדות להתעוותות של הפלסטיק.
פתרון:
ביטול הקירור בשכבה הראשונה או הדפסה בסביבה בטמפרטורת החדר או חמה מעט, יכולים לסייע, אך אם במודל יש המון פינות וקצוות חדים יתכן וזה לא יעזור. במקרה זה כדאי להוסיף דבק בנקודות שאנו יודעים שהמודל יכל להתנתק, ועדיף להוסיף שוליים(brim) למודל בסלייסר או רפסודה(raft) שעליה המודל יודפס.
-
מילוי מבולגן\ חוסר במילוי
על בעיה זו ופתרונה דיברנו במאמר שלנו בנושא מילוי בהדפסה בתלת ממד, ניתן להגיע אליו דרך הקישור כאן.
בעיה: רווחים בין קירות
בעת ההדפסה הקירות אמורים להיות ללא רווחים, בין אם בחיבור בפינות המודל ובין אם בשכבות הקיר עצמו. לרוב קורא עקב טמפרטורה נמוכה ומהירות הדפסה מהירה מדיי.
פתרון:
במקרה והרווחים לא סימטריים או רק בציר אחד, כנראה אחד מהחלקים הנעים במדפסת קצת משוחרר. יש לוודא את הידוק הרצועות ואת חוזק החלקים בראש המדפסת, יתכן ואחד החלקים בראש זז מעט ולכן המדפת לא יוצקת את הפילמנט בקווים מקבילים צמודים. פיתרון נוסף ששווה לנסות הוא להעלות את טמפרטורת ההדפסה ובמקביל להנמיך את מהירת המדפסת. שילוב זה יכל לעזור בזרימת הפילמנט ואיחוי.
-
רווח בין מילוי לקירות
גם בבעיה זו נגענו במאמר שלנו בנושא מילוי בהדפסה, ניתן לעבור אליו דרך הקישור כאן.
בעיה: קימור בפינות המודל
לעיתים בעת הדפסה של פינות כמו בקוביה, ניתן להבחין כי הפינה מתקמרת ובמקום להיות חדה, מקבלת צורה כדורית\גושית. הסיבה לכך היא שהאקסטרודר מוציא יותר מדי פילמנט בעת שינוי כיוון\מהירות.
פתרון:
ניתן לפתור בעיה זו על ידי הורדת מהירות ההדפסה או הגברת הקירור של המדפסת. בנוסף לחלק מהמדפסות יש אופציה לכיול אוטומטי של זרימת הפילמנט, לרוב נקרא "“auto flow rate compensation. במידה ואופציה זו קיימת מומלץ לנסות להשתמש בכיו אוטמטי זה לפתרון מהיר.
בעיה: עיוותים\בליטות בקירות המודל.
 תמונה להמחשה. מקור:ALL3DP
תמונה להמחשה. מקור:ALL3DP
לפעמים בשכבה החיצונית של המודל ניתן לראות ולהרגיש מעין בליטות קטנות או עיוותים כמו חספוס. יש לכך כמה סיבות למשל קירור לא אחרי, או מודל הדפסה לא אחיד- לעיתים כאשר מדפיסים משהו שיש לו כמה חלקים כמו היד שבתמונה למעלה, ניתן לראות כי בחיבור בין האגודל לשאר היד יש עיוותים, הנגרמים מהמעבר המהיר של המדפסת משאר ההדפסה לאגודל. המעבר גורם לשינוי בקצב הקירור, דבר המשפיע על איחוד הפילמנט במודל המודפס. יש עוד כמה סיבות שעיוותים אלו יכולים לקרות, למשל סוגי פילמנט מסוימים כמו SILK או GLOSSY יותר מועדים לעיוותים, שכווה ראשונה לא מכוילת טוב ומדפסת לא מכוילת גם יכולים להוות מקור לבעיה.
פתרון:
מבט פשוט בסלייסר על פריביו של ההדפסה, אופציה שקיימת ברוב הסלייסרים, יכל להראות לנו את העיוותים עוד לפני ההדפסה ושינוי קטן בהגדרות מבעוד מועד יכל לפתור אותם. לרוב מהירות המדפסת וכמות זרימת הפילמנט הם ההגדרות שנצטרך לשנות. בנוסף לכבות את הגלישה(COASTING) בסלייסר גם יכל לעזור.
הנחת המדפסת על משטח יציב לביטול רעידות, במקום רחוק מחלונות או מזגנים שעלולים להביא לקצב קירור מהיר יותר וחוסר איזון. בדיקת תקינות החלקים וגלגלי השיניים באקסטרודר ובשאר המדפסת והחלפתם אומנם פחות נפוצים, אבל שווה בדיקה. לבסוף, כיול מחדש של כמות זרימת הפילמנט (FLOW) עשוי גם לפתור את הבעיה.
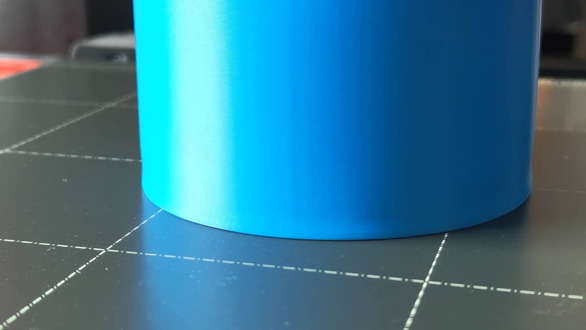
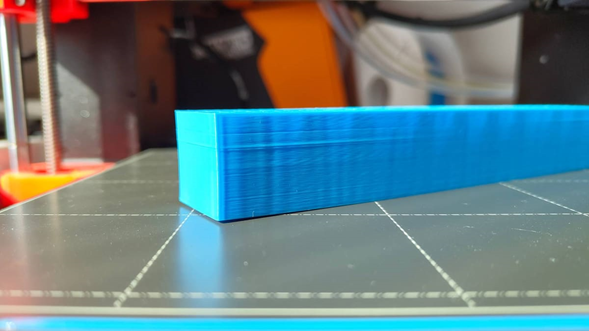
בעיה: קווים מאוזנים בקירות חיצוניים
 תמונה להמחשה. מקור:ALL3DP
תמונה להמחשה. מקור:ALL3DP
לפעמים יווצרו קווים מאוזנים לאורך המודל, בעיקר לאורכו ולרוחבו בהדפסות עם משטחים ישרים כמו מלבנים או ריבועים. לפעמים זה בגלל שהמילוי בולט דרך הקירות, ולעיתים הבעיה גדולה יותר וחלק ממערכת התזוזה של המדפסת.
פתרון:
הוספת קירות בהגדרות הסלייסר יכולה להסתיר את המילוי בצורה טובה יותר, ניתן להקטין גם את ערך החפיפה בין הקירות למילוי, אך חשוב להיזהר שלא לגרום לניתוק מוחלט בין המילוי לקירות. בנוסף תחזוקה למערכת ההנעה של המדפסת, ניקיון מנועים, חיזוק רצועות וברגים ושימון\גירוז צירים יכל גם לעזור. שווה גם לנסות להוריד את מהירות ההדפסה מעט ולראות אם יש שינוי.
במדפסות התומכות INPUT SHAPING- מומלץ לכייל מחדש.
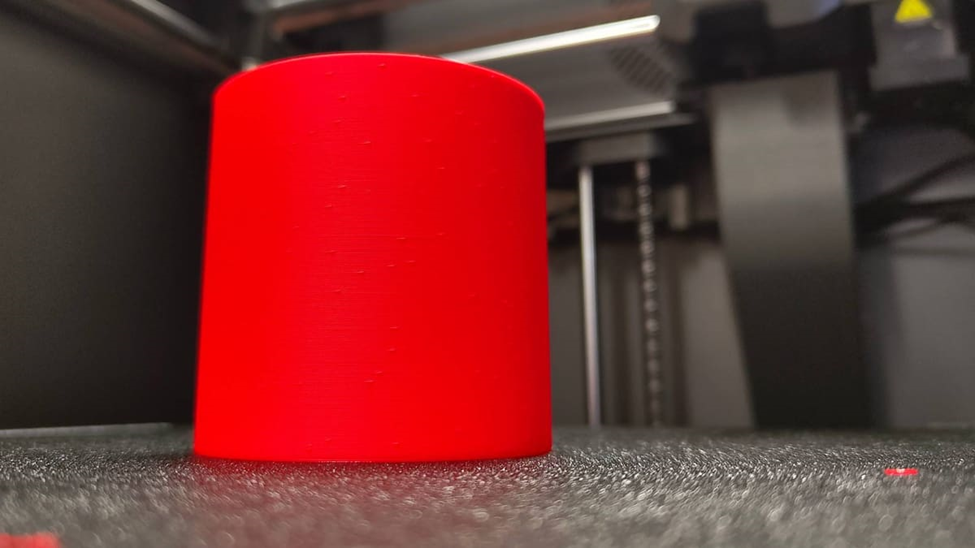
בעיה: בועות וגושים קטנים
 מקור: ALL3DP
מקור: ALL3DP
בעיה זו יכולה להיווצר משלל סיבות לרוב בגלל שהמדפסת לא מצליחה להדפיס בקו ישר את החיבורים בין השכבות. נוצרת לפעמים בגלל חוסר התאמה בן כמות הפילמנט שנמשך אחורה לבן סוג הפילמנט, לפעמים זה נגרם בגלל שגיאה במודל עצמו מבחינה גאומטרית במידול. לעיתים הבעיה עלולה להיות בגלל פעולה איתית של המעבד בלוח האם של המדפסת, או בפשטות יותר- לאג(LAG) במדפסת.
פתרונות:
שינוי הגדרת seam placement בסלייסר, כיול כמות הפילמנט שנמשך אחורה, כיול חיישן הלחץ(אם קיים),העלאת רזולוציית ההדפסה ובידקת המודל להסרת שגיאות יכולים לפתור בקלות את הבעיה בלי שינויים פיזיים במדפסת.
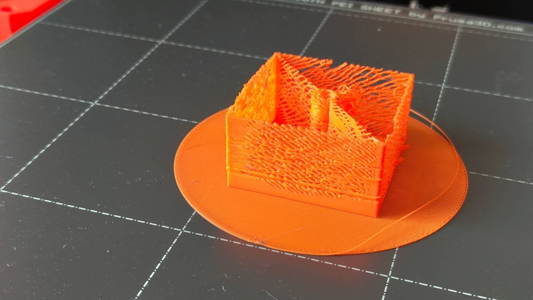
בעיה: מדפים מבולגנים
 מקור:ALL3DP
מקור:ALL3DP
לעיתים כאשר מדפיסים מודל בעל זווית,חלק מהשכוות עלולות "להישפך" או ליפול בהדפסה, דבר העלול להוביל אפילו לכישלון בהדפסה. הדפסה במהירות גבוהה מדי\קירור לא תקין עלולים גם לגרום לבעיה זו אפילו שהזווית לא חדה.
פתרונות:
התאמת מהירות ההדפסה, הוספת תמיכות, חלוקת המודל לחלקים וסיבובו על משטח ההדפסה כך שהזווית מזערית לרוב יתנו מענה קל לבעיה. חשוב כבר בתכנון המדל לזכור את הגבלות המדפסת ולעצב דברים בהתאם ליכולותיה.
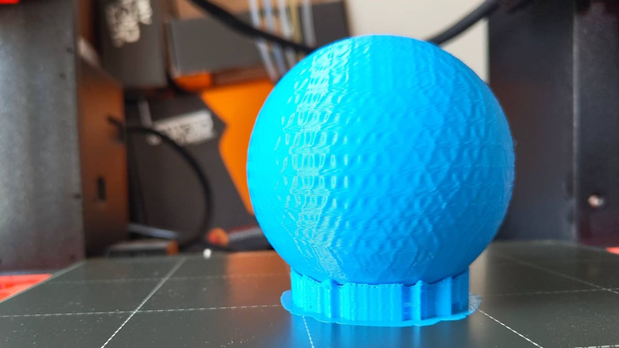
בעיה: עיקולים לא חלקים\ עקומים.
 מקור:ALL3DP
מקור:ALL3DP
בשונה מייצור בCNC, בהדפסה בתלת ממד רוב הזמן הקימורים הם רצף של קווים ישרים מאוד קצרים(ברמת עשיריות המילימטרים).ברוב המקרים התוצאה טובה כמעט כמו עיקול רגיל ולא יראו או ירגישו הבדל, אך לפעמים התוצאה נראית מחוספסת. דבר זה יכל לקרות משלל סיבות: מודל בעל מסר פוליגונים נמוך, רזולוציית הדפסה נמוכה ושידור הGCODE למדפסת דרך קבל או WIFI עלולים לייצר את הירידה באיכות.
פתרונות:
העלאת רוזלוציית העיקולים(CURVE RESULUTION) והדפסה באמצעות הזיכרון הפנימי של המדפסת לרוב יפתרו זאת. בנוסף כדאי להשתמש בסלייסר בעל ARCWELDER, ההופך את תהליך ההדפסה מקווים מאוד קטנים לעיקול אמיתי.
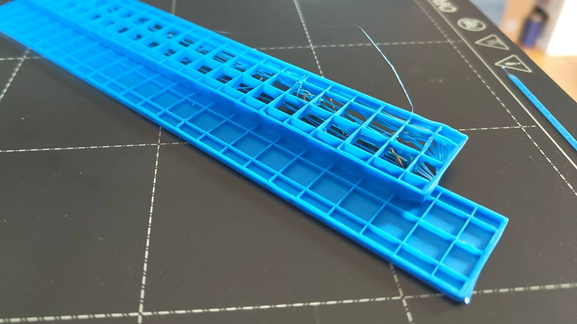
בעיה: הדפסה במגע עם תמיכות מאוד מחופספת
 מקור:ALL3DP
מקור:ALL3DP
ברוב המדפסות כאשר נשתמש בתמיכות, לאחר ההסרה נבחין כי האיזור בו המודל בא במגע עם התמיכות מאוד מחוספס ומתקלף. עלול לקרות אם יש יותר מדי תמיכות או שימוש בסוג הלא נכון של התמיכות. גם מדפסת לא מכוילת לגמרי עלולה לגרום לכך.
פתרונות:
שינוי הרווח בין התמיכות למודל בהגדרות הסלייסר לרוב יסדר את הבעיה, בנוסף מומלץ לסובב את המודל על משח ההדפסה כך שהזוויות יהיו מזעריות או להדפיס בלי תמיכות בכלל.
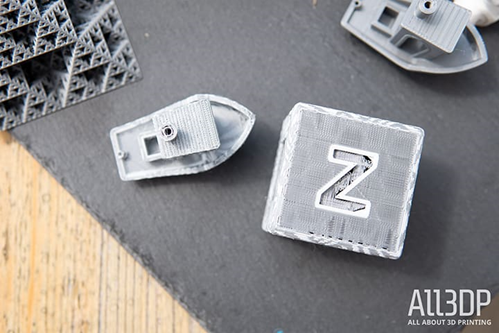
בעיה: פרטים קטנים לא מודפסים טוב\מתמזגים
 מקור:ALL3DP
מקור:ALL3DP
הדפסת פרטים קטנים כפי שניתן לראות בתמונה למעלה לדוגמא, מאוד קשה להדפיס. יותר מדי חום או הדפסה עם דיזה יותר מדי גדולה הם כנראה הגורם לבעיה.
פתרונות:
הלפה לדיזה קטנה יותר תגרום ליציאה קטנה יותר של פילמנט ובכך יהיה אפשר להדפיס קווים דקים יותר וגם פרטים קטנים יותר טוב.רוב המדסות באות עם דיזה בגודל 0.4mm, החלפה לדיזה קטנה יותר תעזור, אך גם תגדיל את זמן ההדפסה. בנוסף, הגדרת זמן מינימום לשכבה בסלייסר תגרום לכך שראש המדפסת יהיה פחות זמן באותו מקום, ופחות חום יגרום לפחות פילמנט להינמס ולהתמזג.
בעיה: צלקות בשכבה העליונה של המודל
לפעמים בשכבה העלינה ביותר של המודל ניתן להבין במעין פס דמוי צלקת שעובר לאורך המודל. בעיה זו לרוב נגרמת בגלל לכלול על הדיזה או בגלל זליגה של פילמנט שנותר בתוכה.
פיתרונות:
הפעלת z-hop תגרום למדפסת להרים מעט את הדיזה מעל המודל כאשר הראש זז לנקודה אחרת בהדפסה, וכך הדיזה לא תצלק את המודל כאשר הראש נע. בנוסף להגדיר למדפסת להימנע ממעבר בשטח המודל בעת תזוזה גם יכל לעזור, אך יגרום לזמני הדפסה ארוכים יותר. וכמובן, ניקיון הדיזה על בסיס יום יומי ובין הדפסות יכל למנוע היווצרות לכלוך שגם יכל לגרום לצלקות.
בעיה: הדפסה מעווות או "מומסת"
לעיתים הדפסה יכולה להיות עם מראה "מומס", כמו חמאה כאשר מניחים אותה ל מחבת חם. לרוב הבעיה היא בהגדרה לא נכונה של פרופיל ההדפסה מבחינת סגו החומר, ולעיתים רחוקות יהיה מדובר בבעיה חשמלית באחד הלוחות.
פתרונות:
במידה והתופעה מופיעה באזורים קטנים במודל, הגדרת זמן מינימום לשכבה יכל לצמצם את כמות החום שגורם פילמנט להנמס עוד. בנוסף כדאי לבדוק את הגרסה שבא המדפסת עובדת ואת גרסת הסלייסר, ולהעיף מבט על הלוחות והחיישנים לא יזיק(למקרה ואחד החיישנים או הטרנזיסטורים נשרפו לאורך הזמן משימוש). חשוב לבדוק גם איזה סוג פילמנט הגדרתם בסלייסר, הדפסה בטמפרטורה גבוהה יותר מטמפרטורת המקסימום של הפילמנט תגרום לו להנמס
בעיה: חורים\בורות בשכבה עליונה שטוחה
 מקור :ALL3DP
מקור :ALL3DP
בהדפסות בעלות שכבות עליונות שטוחות בעלות שטח פנים גדול לפעמים ניתר להבין בחורים או בורות בשכווה. לרוב נגרם בגלל קירור בעייתי או חוסר במילוי.
פתרונות:
צפיפות פילמנט גובה יותר, דפוס מילוי שונה והעלאת כמות השכבות העליונות בסלייסר לרוב יפתרו את הבעיה.
בעיה: חוטים\קורי עקביש בהדפסה.
 מקור:ALL3DP
מקור:ALL3DP
היווצרות חוטים קטנה היא לא בעיה ודבר מאוד נפוץ, חוטים אלו ניתן להסיר בקלות על ידיד קצת חום. לפעמים יש יותר מדי כמו שניתן לראות בתמונה, דבר היכל לפגוע בגימור הסופי של ההדפסה ולהיות מאוד קשה להסרה. פילמנט לח, ודיזה מלוכלכת עלולים לגרום לפילמנט להיווצר לצורת החטים הזאת שאנו רואים. בנוסף סוג הפילמנט גם עלול להשפיע, לדוגמא פילמנטים גמישים כמו TPU מועדים להיווצרות קורים.
פתרונות:
יבוש הפילמנט ואחסנתו במקום יבש, בנוסף לשמירה על דיזה נקייה יעזרו להתמודד עם הבעיה. ניתן להסיר את החוטים בקלות על ידי שפכטל קטן\סכין יפני\אקדח חום\מצית.
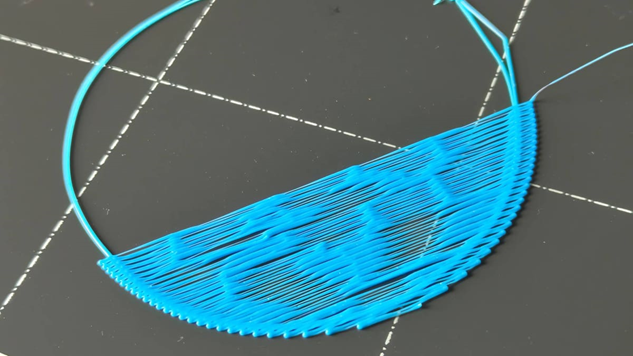
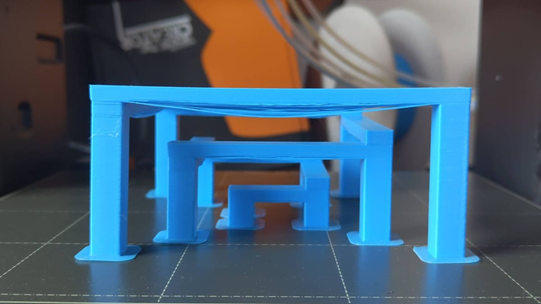
בעיה:גשרים נשפכים\נופלים.
 מקור:ALL3DP
מקור:ALL3DP
תופעה זו דיי נפוצה ונורמלית במיוחד בגשרים מאוד ארוכים, אך כאשר היא מופיעה גם בגשרים מאוד קטנים בעיה כנראה גדולה יותר. קירור איטי מדי של הפלמנט עלול לגרום לו להישפך ולא להתקשות בזמן.
פתרונות:
בדיקת הגדרות הגשרים בסלייסר, הורדת מהירות ההדפסה ושימוש בתמיכות יפתרו בעיה זו.
בעיה: חוסר חומר (UNDER-EXTRUSION)
 מקור:ALL3DP
מקור:ALL3DP
חורים בקירות החיצוניים ובמילוי לרוב נגרמים בגלל האקסטרודר לא מוציא מספיק פילמנט בהדפסה. נגרם לרוב בגלל סתימה חלקית בדיזה או באקסטרודר עצמו, גלגלי שיניים חשוקים או מלוכלים המונעים מעבר חלק של פילמנט לראש החימום או סתימה בפתח הצינורית לראש החימום.
פתרונות:
אם להעלות מעט את טמפרטורת ההדפה לא עבד, מומלץ לנקות את האקסטרודר ולבדוק אם הוא סתום. במידה וראש החימום סתום ניתן לפתוח את הסתימה בשימוש מחט או משיכה קרה.
בעיה: המדפסת איבדה דיוק בגדלים(חוסר התאמה בין גודל המודל במחשב למציאות)
 מקור:ALL3DP
מקור:ALL3DP
המקור לבעיה זו יכולה להיות בהמון מקומות. במידה והמדפסת לא זזה את המרחק ובכיוון שהוגדר לה, או לא מוציאה את כמות הפילמנט שהוגדרה ההדפסה לא תהיה מדויקת בפרופורציה. כדאי לבדוק אם יש סטייה למדפסת בכיוון מסוים או לאחר מרחק מסוים. טעות ביחידות בסלייסר ובעיצוב גם עלולה להביא לטעות זו, יחידות מטריות ואימפריאליות שונות לחלוטין ושווה לבדוק אם בטעות משתמשים בהן בסלייסר או בתוכנת המידול. לפעמים גם שגיאה בחיתוך המודל לשכבות בסלייסר יכולה להיות הבעיה, ברוב הסלייסרים ניתן אפילו לשנות את גודל המודל.
פתרונות:
הדפת מודלים לניסוי כמו קוביות קליברציה יכולות לעזור לנו להבין את מגבלות המדפסת שאנו משתמשים בה. לאחר הדפסה ניתן לראות את הסטיה בין התוכנה למציאות ולהתחשב בכך בסלייסר\במידול. בנוסף מדידה זו יכולה לתת לנו אינדיקציה על בעיה גדולה יותר שעלולה להיות במדפסת.
בעזרת דיזה קטנה יותר ניתן להדפיס מידות קטנות יותר בדיוק רב, אך חשוב לזכור שגם זמן ההדפסה יעלה ככל שהדיזה תקטן. הורדת מהירות ההדפסה, נקיון פזי של חלקי המדפסת וכיולה עשויים לעזור לפתרון הבעיה אם מקורה באחד מהחלקים הפיזיים\ חיישנים של המדפסת.
בעיה: סדקים במודל
 מקור: ALL3DP
מקור: ALL3DP
תופעה דומה מאוד להתנתקות המודל ממשטח ההדפסה, שינוי בטמפרטורה יכל לגרום להתעוותות השכבות, דבר הבא לידי ביטוי כסדקים. גם מהירות הדפסה גבוהה מדי עלולה לגרום לסדקים.
פתרונות:
הזזת המדפסת למקום רחוק ממזגנים\חלונות יכל לעזור לאזן את הטמפרטורות לאורך כל חלקי המודל בהדפסה. בנוסף סגירה למדפסת יכולה לשפר משמעותית ת איכות ההדפסה ולפתור בעיות קירור כאלה אחרות. יש סוגי מדפסות שמגיעות סגורות מראש, כמו חלק ממדפסות BAMBULAB ומדפסת PRUSA CORE ONE. במידה והמדפסת ללא סגירה, ניתן לקנות ערכה להרכבת סגירה או לבנות אחת לבד מחומרים פשוטים וזמינים שניתן לקנות ברוב חנויות לחומרי עבודה בייתים.
בעיה: קפיצת שכבה
 מקור:ALL3DP
מקור:ALL3DP
לעיתים רחוקות המדפסת עלולה להתחיל להדפיס במקום אחר על המשטח, או בסטייה ממקום ההדפסה המקורי, כפי שניתן לראות בתמונה למעלה. רצועה רופפת עלולה לקפוץ ממקומה ולגרום לסטייה בתנועת המדפסת, ולעיתים הבעיה עלולה להיות בחלק שעליו הרצועה יושבת. הדבר הנפוץ יותר שגורם לבעיה זו הוא בדרך כלל מכשול כל שהוא שמפריע למדפסת בתנועתה באחד הצירים.
פתרונות:
בדיקת חוזק הרצועה והחלק עליה היא יושבת, וניקוי אזור המדפסת והמנועים ממכשולים ולכלוך.
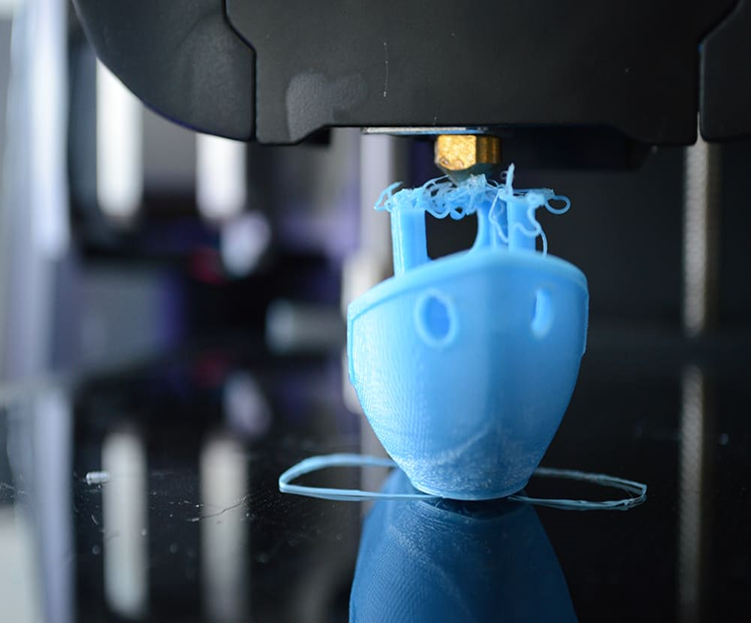
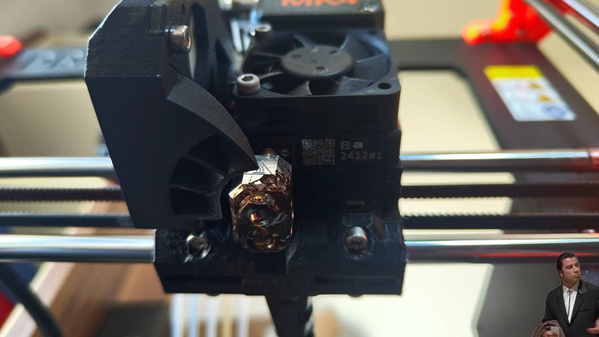
בעיה: פילמנט מצטבר על ראש המדפסת בעת ההדפסה (לרוב ידוע בתור "בועת מוות" או "BLOB OF DEATH" )
קרה לכם פעם שהפעלתם הדפסה, ואחרי כמה דקות חזרתם לראות איך הולך וראיתם שכל הפילמנט, במקום להיות מודפס על המשטח מצטבר מסביב לראש החימום?. רוב הסיכויים שכן נתקלתם בדבר כזה, והסיבה לכך לרוב פשוטה. ההדפסה התנתקה מהמשטח באחד השלבים המוקדמים וכל הפילמנט נדבר לדיזה והצטבר סביבה. עלול לקרות בגלל משטח מלוכלך ולעיתים רחוקות יותר בגלל דיזה שהשתחררה מעט מהמקום והפילמנט נוזל סביבה.
פתרונות:
ראשית יש להסיר את הבועה בזהירות. הנזק שעלול להיגרם בניקיון עלול להיות משמעותי לכן יש לחשוב פעמיים לפני כל צעד. אנו ממליצים קודם לחמם את ראש המדפסת כך שיהיה ניתן להסיר את הרוב עם פלייר ( לתת לפילמנט להינמס) ולאחר מכן להמשיך להסיר את שאר הפילמנט שנדבר עם נברשת ברזל או פינצטה בזהירות בלי לפגוע בכבלים של המדפסת. מברשת ברזל קטנה גם יכולה לעזור. לאחר מכן לנקות את המשטח ולבדוק שהדיזה ושאר חלקי ראש החימום האקסטרודר מותקנים כמו שצריך ללא רווחים.
בעיה: יציאה מועטת של פילמנט\ חוסר יציאה של פילמנט
 מקור:ALL3DP
מקור:ALL3DP
בעיה זו נפוצה בעיקר במדפסות שיש להם המון שעות הדפסה, והסיבות מאוד פשוטות. פילמנט שנשבר בתוך הראש, פילמנט חרוך מגלגלי האקסטרודר, פילמנט שנקשר והסתבך בגליל הפילמנט או טמפרטורה לא נכונה לחומר לרוב הם הגורם לבעיה. יכל להיות שפשוט נוצרה סתימה בראש המדפסת וצריך לשחרר אותה או שהמדפסת קרובה מדי למשטח בעת ההדפסה, ולפילמנט אין מקום לצאת.
פתרונות:
במידה והמדפסת נסתמה, ניתן לשחרר אותה באמצעות מחט או משיכה קרה. במידה והפילמנט נישבר בתוך המדפסת, אפשר פשוט להכניס אותו מחדש. שאר הבעיות שהזכרנו למעלה בפילמנט אפשר לפתור בקלות ורוב הסיכויים שכבר נתקלתם בהן בעבר.
בעיה: המדפסת מנסה לזוז מעבר לגבולותיה הפיזיים.
דבר זה לא כלכך נפוץ, אך פשוט לאבחון. לפני כל הדפסה המדפסת צריכה לחזור לנקודת הבית שלה, לרוב היא נמצאת באחד הקצוות של כל הצירים(למשל הקצה השמאלי התחתון והקדמי ביותר שהמדפסת יכולה להגיע אליו). לפעמים המדפסת תנסה לזוז מעבר לנקודה זו, וישמעו רעשים מאוד חגירים מהמנועים והצירים שקשה להתעלם מהם, ולפעמים המדפסת לא תצליח להגיע לנקודה זו בגלל משהו שמפריע לה.
פתרונות:
מומלץ לוודא שאין שום צינור או כבל שמפריע למדפסת לזוז ושכל הרצועות מתוחות כמו שצריך. במידה והמדפסת משתמשת בחיישני עצירה( ENDSTOP) מומלץ לראות באיזה ציר הבעיה קוראת ולבדוק את החיישן הרלוונטי.
יכל להיות שהמדפסת פשוט קיבלה מכה תוך כדי ההדפסה, וכיול פשוט יכל לפתור את הבעיה.
בעיה: ראש המדפס מדפיס מעבר למיטה
 מקור:ALL3DP
מקור:ALL3DP
בעיה זו נפוצה יותר במדפסות ישנות, לעיתים ראש המדפסת ינסה לזוז מעבר לגבולות המיטה ולהדפיס מעבר לה. מקור בעיה עלול להיות בהגדרות המדפסת בסלייסר, יכל להיות שמידות המדפסת המוזנות השתנו.
פתרונות:
מומלץ לבדוק בסלייסר את המידות המדפסת ולראות שהן מוזנות נכון, בנוסף מומלץ לבדקו את מתיחות הרצועה של הראש. רצועה משוחררת לא תספק מספיק התנגדות וראש המדפסת עלול "לברוח".
בעיה: הדפסה דבוקה למשטח
 מקור:ALL3DP
מקור:ALL3DP
לפעמים הידבקות ההדפסה טוב מדי למשטח ברמה כזאת שלא ניתן לנתק אותה. עלול לקרות בגלל מרווחה קטן מדי בין הדיזה למשטח ההדפסה או שילוב לא טוב של סוג פילמנט וסוג מיטה(פחות נפוץ אך אפשרי)
פתרונות:
מומלץ לבדוק את סוג הפילמנט וסוג הדבק שבו השתמשתם ולראות שיש התאמה בניהם. לעיתים רחוקות הדבק עלול להיות חזק מדי לאותו סוג פילמנט, יש סוגי פילמנט שלא צריכים הדבקה או מיטה מחוממת בשביל להידבק. נוסף על כך, ניקיון המשטח והוספת שכבת דבק דקה חדשה לרוב יסדרו את הבעיה.
אנו מקווים שמאמר זה יעזרו לכם לפתור את בעיות הדפסה שלכם ולשפר את החוויה. ניתן למצוא עוד מאמרים כאלו באתר שלנו, נוסף לחומרים איכותיים שיפחיתו לכם את כמות הבעיות!
מאמר זה תורגם ועובד ברשות מ ALL3DP
