- 100% החזר כספי מובטח בהחזרה תוך 30 יום מהרכישה
- משלוחים חינם בהזמנות מעל 500 ₪






מילוי בהדפסה בתלת מימד
בניגוד לרוב טכניקות הייצור האחרות, הדפסה בתלת ממד מאפשרת לך לשלוט בשני היבטים חשובים בעת הייצור: קירות חיצוניים (או היקפים) ומילוי פנימי. הקירות, עבים ככל שיהיו, יוצרים את הצד החיצוני של המוצר, והמילוי הפנימי, כשמו כן הוא מה שנמצא מאחורי הקירות כפי שניתן לראות בתמונה למעלה.למרות שניתן לקבוע ולשנות את עובי וכמות הקירות, המילוי הוא הרבה יותר דינמי ומשחק תפקיד עצום בחוזק, במשקל, במבנה, בציפה ובעוד תכונות של המוצר. בהדפסה, יש לך את היכולת להגדיר מספר פרמטרים בסלייסר, השולטים המילוי.
הפרמטרי החשובים והבסיסיים ביותר הם: צפיפות המילוי ודוגמת המילוי. במאמר זה, נעבור על היסודות של היבטים אלה, ובנוסף על הצפיפויות והדפוסים הנפוצים ביותר. אבל ראשית, בואו נבחן את המונח "מילוי" בכמה שיטות ייצור שונות כדי להבין טוב יותר כיצד הוא פועל בהדפסה בתלת ממד.
הדפסה בתלת ממד לעומת ייצור "חיסורי"
בניגוד לייצור חיסורי, אשר יוצר עצמים מגושים מוצקים על ידיד הסרת החומר עד קבלת הצורה הרצויה, הדפסה בתלת ממד היא תהליך "הוספתי", הבונה עצמים שכבה אחר שכבה על ידי יציקת החור על משתח. בשל כך, היא מפחיתה בזבוז חומרים ומספקת חופש ביצירת גיאומטריות מורכבות, החל ממבנים פנימיים מורכבים ועד צורות שהיו כמעט בלתי אפשריות או יקרות מדי לייצור בשיטות ייצור אחרות הקיימות בשוק.
הדבר המרכזי הגורם ליעילות זו היא השימוש במבנים ודוגמאות מילוי, המספקים את התמיכה והחוזק הנדרשים בשימוש מינימלי בחומר. על ידי התאמת צפיפות המילוי ודוגמתו, משתמשים יכולים למצוא איזון בין משקל לחוזק תוך כדי עמידה בדרישות פונקציונליות ספציפיות, דבר שלא תמיד אפשרי בעת שימוש בשיטות ייצור מסורתיות אחרות. בואו נבחן בקצרה את שיטות הייצור השונות.
הזרקת חומר כרוכה בהכנסת חומר לתבנית ליצירת חלק. כפי שאתם יכולים לתאר לעצמכם, בשל אופי השיטה, שליטה על מבנים פנימיים פשוט אינה אפשרית. כתוצאה מכך, חלקים המיוצרים בהזרקה הם מוצקים או חלולים (עם הזרקת גז), ללא חללים פנימיים או אמצעים. בעוד שייצור חיסורי, כמו עיבוד שבבי CNC, כרוך בחיתוך חומר מגוש חומר גדולה יותר. לעומתם בהדפסה בתלת ממד אנו "יוצקים" את החור על משתח בשכבות מלמטה למעלה, ולכן ניתן לשלוט גם במילוי הפנימי של המוצר.
צפיפות המילוי
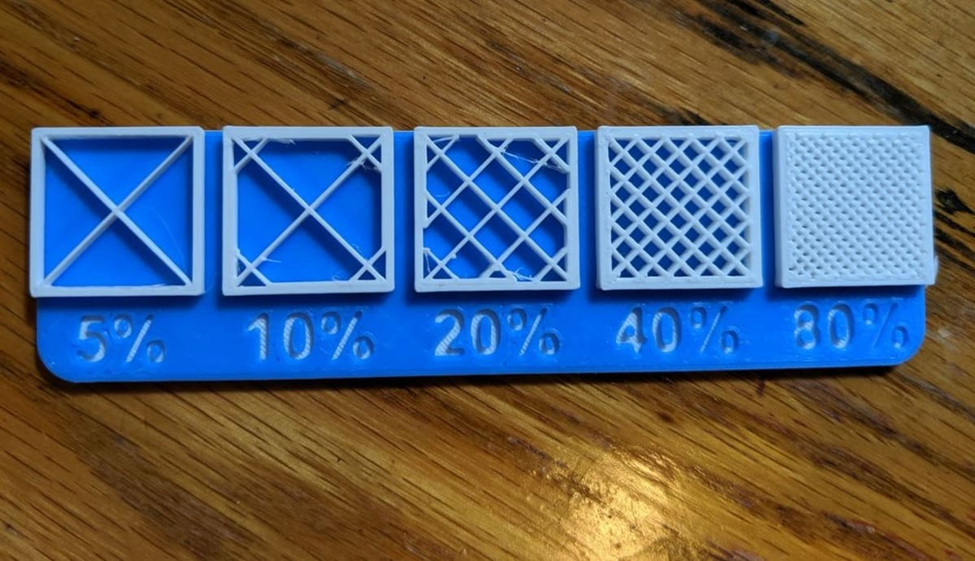 תמונה להמחשת צפיפות מילוי בהדפסה. מקור: BozrathPrime, MyMiniFactory
תמונה להמחשת צפיפות מילוי בהדפסה. מקור: BozrathPrime, MyMiniFactory
צפיפות המילוי היא ה"מלאות" של פנים החלק. בסלייסר, ערך זה מוגדר בדרך כלל כאחוזים בין 0 ל-100, כאשר 0% הופך את החלק לחלול ו-100% הופך את החלק למוצק לחלוטין. צפיפות משפיעה מאוד על משקל החלק: ככל שפנים החלק מלא יותר, כך הוא כבד יותר וידרש יותר פילמנט להדפסה ויקח יותר זמן להדפיס. חוזק המוצר המודפס גם מושפע מהמילוי, אך הוא גם מושפע מהמון פרמטרים אחרים באותו יחס. חלק מהסלייסרים מאפשרות גם צפיפות שונה למילוי בחלקים שונים של ההדפסה. זה נקרא צפיפות מילוי משתנה, נגיע בנושא זה בהמשך. ברוב ההדפסות שלא צריכות להיות חזקות במיוחד, אנו ממליצים להשתמש בצפיפות מילוי של 15-50%. אחוז צפיפות זה שומר על זמן הדפסה יחסית קצר קצר, חוסך חומר ומספק חוזק סביר. הדפסים פונקציונליים צריכים להיות חזקים. לכן, אנו ממליצים להשתמש במילוי גבוה יותר מ-50%. חשוב לזכור שככל שמשתמשים ביותר מילוי- זמן ההדפסה וכמות החומר גם יעלו בהתאם. ששימוש במילוי של 100% רוב הזמן לא הכרחי, ניתן להשתמש בו בהדפסות הדורשות חוזק מקסימלי לכל אורך נפחם.כמו מכניים מסוימים,כלי עבודה או חלקים הנמצאים תחת לחץ מתמיד. בנוסף, ככל שאחוזר המילוי גבוה יותר, להדפסה תהיה מראה נקי וחלק יותר בקירות החיצוניים. נקודה נוספת שחשוב לזכור, כאשר משתמשים בפילמנט גמיש כמו TPU,יותר מילוי שווה לפחות גמישות.
ברוב הסלייסרים יש הגדרות הדפסה המוצעות מראש בהתאם לצורך ההדפסה, דבר המוריד את הצורך לשנות את ההגדרו בצודה ידנית ברוב המיקרים. לדוגמה, ב-Bambu Studio אחוז צפיפות המילוי מוגדר תחת "צפיפות מילוי דלילה". התוכנה מכילה גם כמה מצבי הדפסה מוגדרים מראש, כגון "סטנדרטי", "חזק" ו"טיוטה", שלעתים קרובות מגיעים יחד עם תבניות מילוי מומלצות - אידיאלי כאשר מהירות החיתוך היא בראש סדר העדיפויות. מצבים אלה משפיעים בעקיפין על הצפיפות ועוצמת ההדפסה על ידי שינוי הגדרות שונות.
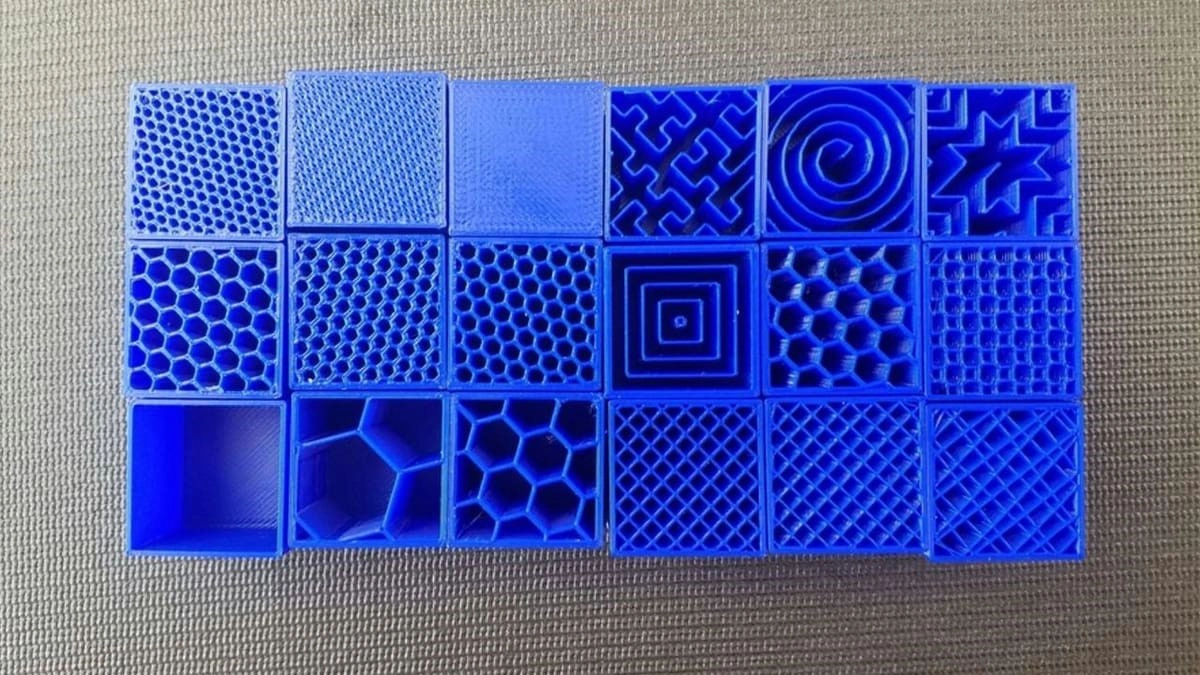
דפוסי מילוי שונים בהדפסה
 דפוסי מילוי שונים. מקור:MilesFromNeihu, thingiverse
דפוסי מילוי שונים. מקור:MilesFromNeihu, thingiverse
דפוס המילוי הוא המבנה והצורה של מילוי החומר בתוך חלק. החל מקווים פשוטים ועד צורות גיאומטריות מורכבות יותר, תבניות מילוי יכולות להשפיע על חוזק, משקל, זמן הדפסה ואפילו גמישות של חלק. בסלייסרים קיימות דפוסי מילוי רבים. לדוגמה, Cura (5.10) מציעה מבחר של 14 דפוסים, בעוד ש-PrusaSlicer (2.9) מציעה 17 ול-Simplify3D יש 6. לדפוס המילוי גם יש השפעה על חוזק, גמישות וצריכת חומר בהדפסה.
בחירת דפוס המילוי תלויה בצורך והדרישות של המוצר שאותו רוצים להדפיס אלו דוגמאות לדפוסים הכי נפוצים:
- קווי(lines)- הדסת מילוי בקווים ישרים לכיוון מסויים, לרוב לאורך ציר X או Y,מספק חוזק רק באותו ציר של כיוון הדפסת המילוי, מעולה להדפסות מהירות וקלות משקל.
- חלת דבש(honeycomb)- הדפסת המילוי במשושים כמו חלות דבש,סוג מילוי יחסית חזק לאורך כל החלק המודפס ללא שימוש בהמון חומר. צורות המשוששים מפזרות את הכוח המופעל בצורה שווה, מעולה לדברים שעלולים לחוות רעידות או מכות.
- רשת(grid)- דומה למילוי קווי,אך מדפיס קווים מאונכי ומקבילים אחד לשני כמו ברשת. מילוי מספק חוזק בשני הצירים של קווי המילוי ולרוב משמש בהדפסות של מעמדים או דברים ביתיים. קל להדפסה וצריכת חומר ממוצעת.
- משולשים(triangles)- כמו רשת, אך במקום ריבועים משני קווים מאונכים אחד לשני, נוצר מ-3 קווים היוצרים צורות של משולשים. מילוי זה מספק יותר חוזק ממילוי רשת בגלל צורות המשולשים.
- משושה משולש(tri-hexagon)- אוסף של קווים הנעים בשלושה כיוונים במישור ה-XY, ויוצרים תבניות משושה ממשולשים, יכל לתת מראה אסתטי כמו רשתות לרמקולים ושאר מכשירים טכנולוגיים.
- קוביות(cubic)- דפוס קוביות שנערמות אחת על השנייה בהטיה של 45 מעלות בצירי X ו-Y,הנותן להם מראה משולש. דפוס מאוד חזק בשלושת הצירים (X,Y,Z) בהדפסה אך צורך המון חומר וזמן לעומת דפוסים אחרים.
- ג'יירואיד(Gyroid)- אחד מדפוסי המילוי החזקים ביותר והיפים ביותר, בעל איזון בין חוזק כמות חומר וזמן הדפסה. צורך יותר זמן וחומר מהאחרים, אך בעל חוזק גדול יותר משמעותית.
בעיות בהדפסת מילוי
כמו בכל הדפסה גם במילוי יכולות להיווצר בעיות. ריכזנו את ההכי נפוצות ופתרונן:
· מילוי בצפיפות נמוכה קורס- אם צפיפות המילוי נמוכה מדי לפנעמים הוא לא יתמוך בשכוות שיודפסו עליו, דבר המתבטא בעיוותים ושקעים. ניתן לפתור זאת על ידי העלאת צפיפות המילוי או להוסיף שכוות מלאות לאחר מספרמסויים של שכוות מילוי (לדוגמא בPRUSASLICER- Solid Infill every X layers)
· חוסר חומר במילוי- מתבטא בקווי מילוי חסרים או שבורים, עלול לקרות בעקבות כך שברוב הסלייסרים, מהירות ההדפסה מהיר יותר במילוי והוא דק יותר מקירות חיצוניים. כדאי להוריד את מהירות הדפסת הפילמנט בסלייסר(15-20% פחות ממהירות הרגילה) או להגדיל את רוחב הדפסת קווי המילוי(120% מרוחב הדיזה לרוב יספיקו).מומלץ לבדוק את ראש המדפסת חשש לסתימה חלקית.
· רווח בין קיר חיצוני למילוי- מומלץ להגדיל את החפיפה (OVERLAP) בין הקיר למילוי בסלייסר, חשוב לשים לב שיותר מדי חפיפה עלולה להשתקף על הקירות החיצוניים. בנוסף הורדת מהירות הדפסת המילוי גם יכולה לעזור לחיבור.
חוסר חפיפה בשכוות המילוי- לפעמים המילוי לא מודפס שכבה על שכבה במדוייק, ונראה שהוא "נסחף" לכיוון מסויים. תקלה זו עלולה להיגרם בגלל בעיה בכיול המדפסת עצמה. מומלץ לבדוק את רצועות הצירים ובראש המדפסת ובנוסף חיזוק הברגים, ולאחר מכן לכייל את המדפסת מחדש.
הגדרות נוספות למילוי בהדפסה
בעזרת שינוי הגדרות מסוימות במילוי, ניתן להשפיע על ההדפסה במגוון דרכים(חשוב לזכור שלא בכל סלייסר ההגרות יופיעו באותה צורה או אם בכלל). לדוגמא מילוי בצפיפות משתנה שהזכרנו לעיל. בעזרת הגדרה זו ניתן להגדיר צפיפות מילוי שונה בחלקים שונים של המודל המודפס. למשל ניתן להגדיר שעד שכבה מס 30 יהיה מילוי בצפיפות 10%, ולמעלה משכבה 30 יהיה מילוי של 50%. הגדרה זו שימושית לחסוך בחומר בהדפסות שיש בהן חלקים שצריכים להיות חזקים יותר משאר ההדפסה.
הגדרה נוספת היא עובי וזווית המילוי. שינוי של העובי או זווית ההדפסה יכל להעניק חוזק גבוה יותר מהחוזק שאותו דפסו מילוי בדרך כלל נותן.
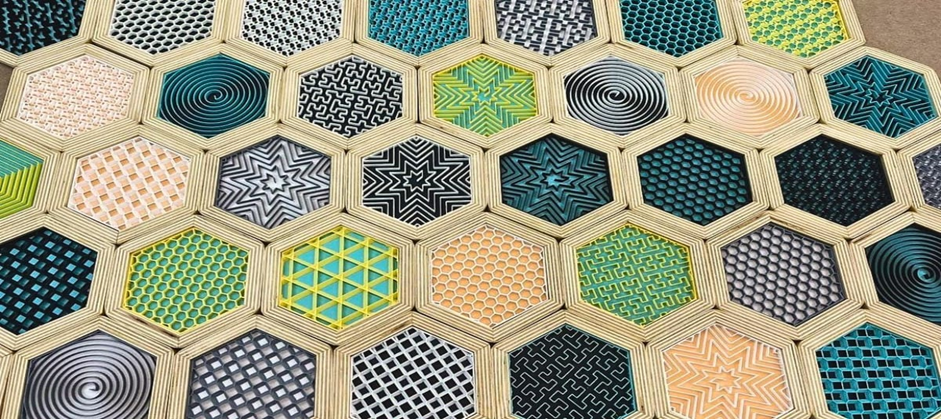
ניתן להשתמש במילוי גם לצורך אומנותי, על ידי הסרת השכבה שנמצאת מעל המילוי, ניתן לחשוף את צורת המילוי ולתת כך מוצר הסופי מראה יחודי: (מקור- 3D Maker Noob, YouTube)
אנו מקווים שמאמר זה עזר לכם להבין ולבחור את סוג המילוי להדפסה, ניתן למצוא עוד מאמרים בסגנון זה באתר שלנו בנוסף לפילמנטים באיכות מעולה.
מאמר זה תורגם ועובד ברשות מ ALL3DP
